Table of Contents
Quick Summary
- The Big Picture: Manufacturing undergoes a crucial digital shift. The industry moves from isolated automation to integrated, autonomous production. This change fights an estimated $1.4 trillion loss from unplanned downtime yearly. IT acts as the cohesive digital backbone. It merges Information Technology (IT) with Operational Technology (OT). This establishes a single source of truth across the company.
- Core Technologies: Modern manufacturing rests on core system integration. These include ERP, PLM, and MES. Cloud Computing provides central visibility and data tracking. The Industrial Internet of Things (IIoT) captures high-frequency sensor data. These systems use Artificial Intelligence (AI) for predictive maintenance. Augmented Reality (AR)/Virtual Reality (VR) helps with training and remote diagnostics. This closes the expanding skills gap.
- Services That Matter: Proactive managed IT services (MSPs) are key for economic survival. They shift firms from reactive “break-fix” models. Instead, they use sophisticated monitoring. This reduces unplanned downtime by 30% to 40%. Effective IT support must be complete. It covers turnkey deployments, data governance, and cyber resilience. This uses layered models like the Purdue Model. Outsourced managed services provide the experts. These experts implement Industry 4.0 technologies. They also manage complex cloud-to-edge strategies.
- Key Takeaways: Establishing a digital thread is essential. The engineering stage accounts for about 70% of a product’s final cost. Manufacturers tackle aging legacy systems. They transition to flexible, cloud-managed services. Cybersecurity risks must shrink. Manufacturing is the most targeted industry for cyberattacks. Firms employ zero-trust architectures. Also, the traditional 5 M’s (Manpower, Machinery, Materials, Methods, and Measurements) are digitized. This drives real-time performance and competitive agility.
Why Manufacturing Industries are Important and the Need for IT
Manufacturing drives the global economy. It acts as the physical engine that powers modern society. However, financial risks in this sector are high. The world’s 500 largest companies lose an estimated $1.4 trillion annually due to unplanned downtime. This loss accounts for about 11% of their total revenue. To stop these losses and meet global demand, the industrial sector faces a critical shift. It must move from isolated automation to integrated, autonomous production ecosystems. This modernization is key. Traditional on-premises systems cannot manage modern data complexity or the increasing consumer demand for custom products.
Integrating IT services helps manufacturers build a cohesive digital backbone. This backbone supports real-time decisions and operational strength. By merging Information Technology (IT) with Operational Technology (OT), companies guarantee that every stakeholder uses a single source of truth. This integration focuses on three main systems: Enterprise Resource Planning (ERP) for business processes, Product Lifecycle Management (PLM) for design and sustainability, and Manufacturing Execution Systems (MES) for shop floor control.
These connected systems forge a digital thread. This thread is a constant data flow that links every product stage, from concept to delivery. Establishing this link is vital for a global competitive edge. Approximately 70% of a product’s final cost depends on the engineering stage. Manufacturers use advanced tools like the Industrial Internet of Things (IIoT) and AI. These tools give them the agility to react instantly to supply chain problems and market changes. Ultimately, 2026 is a key moment. Manufacturers who delay this digital change risk losing their advantage to competitors who show real-time performance and transparency.
What is the Role of IT in Manufacturing?
Bridging Operational Technology (OT) and Information Technology (IT)
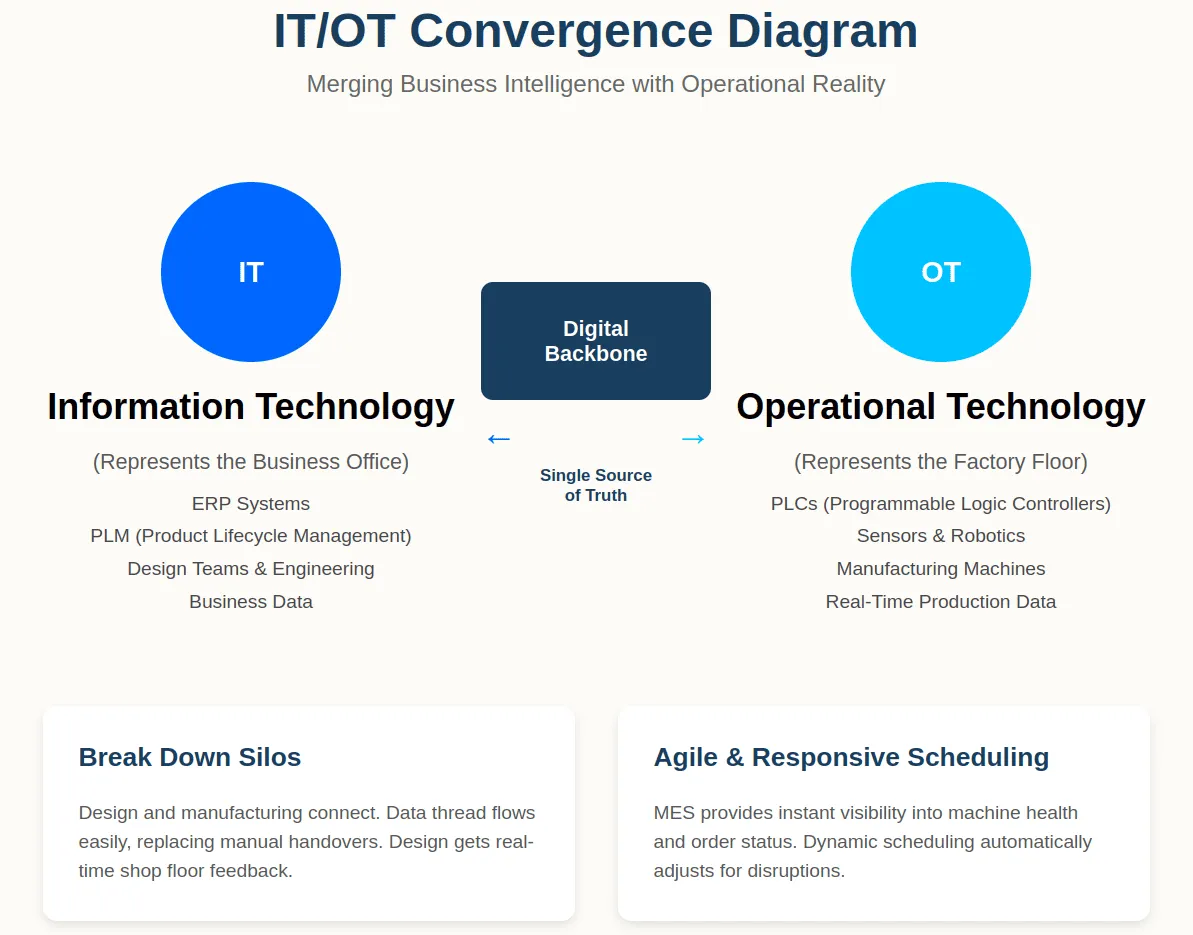
IT’s main role in 2026 is to serve as a cohesive digital backbone. This backbone connects the business office to the factory floor. Manufacturing traditionally relied on Operational Technology (OT). OT includes physical hardware and software like PLCs and sensors that run machines. This OT often operated independently of the company’s Information Technology (IT) systems.
This separation created data silos. Office design teams could not see real-time production data. Shop floor operators lacked the latest engineering data. By merging these two worlds, companies build a single source of truth. This ensures everyone, from the CEO to the operator, uses the same data.
This integration breaks down silos across the business. A connected environment enables a digital thread of information to flow seamlessly throughout the entire product journey. This replaces manual handovers and duplicate data entry. Connectivity is vital because engineering determines about 70% of a product’s final cost. Disconnects between design and manufacturing cause huge financial waste.
IT enables real-time monitoring and shop floor scheduling. Manufacturing Execution Systems (MES) give production planners instant visibility into machine health and order status. This permits dynamic scheduling. The system automatically adjusts production plans for disruptions. This includes machine failures or late material shipments. It keeps the factory agile and responsive to market shifts.
Addressing Manufacturing Problems and Solutions
Overcoming Aging Legacy Systems and Infrastructure
Many manufacturers wrestle with old, costly, and complex legacy infrastructure. These “outdated monoliths” often lack the open APIs needed for modern connections. This traps vital data in inflexible systems. The industry is moving to flexible, cloud-managed services to fix this problem.
Cloud-based Enterprise Resource Planning (ERP) or Product Lifecycle Management (PLM) lets manufacturers scale fast. They gain automatic security updates and pay lower upfront infrastructure costs. This change helps organizations move from brittle Industry 3.0 point-to-point connections. They adopt resilient Industry 4.0 shared data integration repositories. These repositories support advanced automation much better.
Tackling Labor Shortages and Lack of Skilled Workers
The industrial sector is facing a severe labor shortage and a widening skills gap. The veteran workforce is retiring, leaving behind a younger generation where 30% of frontline employees have less than one year of experience. IT solutions address this by using automated platforms and diagnostic tools to empower these newer workers.
For instance, Augmented Reality (AR) tools can provide technicians with visual, step-by-step instructions overlaid directly onto physical machinery, significantly reducing training time and improving assembly accuracy. By providing these “connected workers” with real-time diagnostic data and AI-driven insights, manufacturers can ensure that even less experienced operators can make high-level decisions and maintain production quality.
Cybersecurity Risks in Manufacturing Environments
Connected factories invite new risks. The loss of the traditional “air gap” creates a massive new attack surface. Manufacturing has been the most targeted industry for cyberattacks for five straight years. Protecting intellectual property and preventing unplanned downtime are now strategic needs. For instance, one hour of lost production in the automotive sector costs up to $2.3 million. Top-tier IT support fights these risks. They emphasize zero-trust architectures and the Purdue Model.
This model segments the network into zones. A security breach in one area cannot spread facility-wide. Manufacturers combine non-intrusive monitoring with rapid-recovery backup. This protects physical processes. It also maintains the operational resilience needed for global competition.
What Are Examples of IT Solutions for the Shop Floor?
Modernizing the shop floor demands more than just new machines. It requires the right digital tools. These tools turn machines into a smart, connected system. In 2026, these IT solutions separate a standard factory from a competitive “smart factory.”
Cloud Computing and Data Traceability
Cloud infrastructure is the essential operational foundation for digital manufacturing. Data no longer remains trapped on local servers. Cloud platforms serve as a centralized hub. This hub provides enterprise-wide visibility across many plants and suppliers. This access is vital for data traceability. Traceability is now a required operational and regulatory standard.
Manufacturers can now track the full, auditable history of every component. This runs from raw material through end-of-life. They achieve this by combining cloud-based Product Lifecycle Management (PLM) systems with Digital Product Passports (DPPs). On the shop floor, the system tracks the origin of every material and serialized unit in real-time. This ensures the manufacturer knows exactly which products a quality issue affects. This cloud-enabled transparency greatly cuts the size and cost of product recalls.
The Industrial Internet of Things (IIoT) Compatibility
The Industrial Internet of Things (IIoT) is the physical sensor system of the modern factory. Manufacturers implement IT services to connect machines and smart sensors. They capture fast data, such as vibration, temperature, and pressure, at up to 50 kHz sampling rates.
This real-time sensor data supports predictive maintenance. IIoT platforms use AI to analyze these physical signs. They detect problems weeks before a machine fails. This stops the need to fix a machine after it breaks. Major manufacturers like Toyota and Siemens already use these tools. They reduce unexpected equipment downtime by about 30% to 40%. IIoT also expands traditional Manufacturing Execution Systems (MES). It gives “connected workers” automatic, real-time insights into machine performance and health.
Augmented Reality (AR) and Virtual Reality (VR)
A skills gap is growing. To bridge it, manufacturers increasingly use Augmented Reality (AR) and Virtual Reality (VR) for training and remote IT support.
- Augmented Reality (AR): Tools like Microsoft HoloLens give technicians visual, step-by-step instructions. These appear right on the physical machine they fix or assemble. Companies like Boeing use AR. They boost assembly accuracy and significantly reduce new worker training time. AR also allows remote support. A specialist views a live camera feed of a machine. They then guide a local operator through a complex repair in real-time.
- Virtual Reality (VR): VR offers a risk-free virtual setting for safety and onboarding training. Beta Manufacturing, for example, used VR. They cut personnel training time by 50%. Simultaneously, they increased operational safety.
These immersive technologies turn complex technical data into simple visual guidance. They empower the next generation of “connected workers.” These workers perform high-level tasks effectively and independently.
Finding the Right Partner: What is an IT Solutions Company?
In 2026, the manufacturing landscape changes fast. An IT solutions company changed from a simple service provider to a strategic orchestrator of a factory’s digital operations. These partners offer specialized expertise. They manage the blend of Information Technology (IT) and Operational Technology (OT).
This ensures complex systems like ERP, PLM, and MES work as one unified system. A true partner does more than offer technical support. It aligns your digital tools with C-suite priorities. These priorities include operational resilience, faster innovation, and long-term scaling.
The Value of Managed IT Services for Manufacturing
Using a proactive managed IT services strategy is essential for economic survival. The world’s 500 largest companies lose an estimated $1.4 trillion yearly to unplanned downtime. A reactive “break-fix” model is like an emergency room visit after a major health issue. Managed services act like a sophisticated health tracker. It spots issues weeks before they cause failure. Managed Service Providers (MSPs) help manufacturers switch from Industry 3.0 point-to-point connections to Industry 4.0 shared data repositories. This makes systems more resilient and flexible.
MSPs offer 24/7/365 integrated monitoring and specific defenses. These protect against rising cyber threats. Cyberattacks target manufacturing more than any other sector. These partners help manage complex cloud-to-edge strategies. Factories process data locally for millisecond response times. They use the cloud for long-term data analysis. This proactive approach can cut equipment downtime by about 30% to 40%. It uses predictive maintenance tools.
Comprehensive IT Support Services for Manufacturing Business
Evaluating your IT support services needs requires looking past software. Look at the entire digital backbone of your operation. Modern support must be comprehensive and modular. It covers everything from sensor tools to AI-driven “autonomous twins.” When choosing a provider, manufacturers should check the partner’s skill in managing heterogeneous equipment from many vendors. Factories often must consolidate over 250 industrial protocols into one reliable data source.
Effective IT support now includes:
- Turnkey deployments: Manage the process from initial review to complete workforce training.
- Data Governance: Establish clear ownership and standard formats for CAD data and Bill of Materials (BOM). This prevents version conflicts.
- Cyber Resilience: Implement the Purdue Model to segment networks. This ensures an office breach cannot stop shop floor machines.
- Interoperability: Ensure your ERP, PLM, and MES systems synchronously integrate. This eliminates duplicate data entry and manual transfers.
Dedicated IT Managed Services for Manufacturing Firm Growth
Outsourced IT managed services boost sustainable growth. Firms scale operations without hiring double the data entry staff. Nearly 9 in 10 organizations face a skills gap in areas like AI and cybersecurity. A dedicated partner supplies the expert talent needed to use Industry 4.0 tech. This avoids the high cost of internal hiring.
These firms use Global Capability Center (GCC) 2.0 and Build-Operate-Transfer (BOT) models. They make advanced solutions, like 3D digital twins, affordable even for mid-market manufacturers.
A dedicated partner ensures your systems are AI-ready. This moves you past simple data dashboards toward “Action-Oriented AI.”
This AI can automatically adjust production schedules or find new suppliers in case of issues. They also help you manage regulatory shifts. For example, EU mandates require Digital Product Passports. The partner turns your IT infrastructure into an auditable source for sustainability metrics. Ultimately, a dedicated IT partner frees your team to focus on their main job: making products. The partner handles the complex technology needed to stay competitive globally.
Navigating Core Manufacturing Software
Selecting the right software foundation is a high-stakes decision. It dictates how a factory will perform in 2026’s increasingly autonomous landscape. Historically, ERP, PLM, and MES were isolated “islands of information.” The modern goal is to unify them. This creates a single version of the truth across the whole product value chain.
Which ERP is Best for Manufacturing?
Choosing the “best” ERP is not easy. It depends heavily on your manufacturing mode, company size, and current technology stack. The table below lists leading ERP solutions suited for different manufacturing needs:
| ERP Platform | Target Company Size | Key Strength | Best For |
| SAP S/4HANA | Large Enterprise | Unmatched depth in production planning | Complex, global multi-site operations |
| Oracle NetSuite | Mid-Market | Best-in-class financial management | Cloud-native scaling across subsidiaries |
| Epicor Kinetic | Small to Mid-Market | Native shop floor controls | Discrete manufacturing & job shops |
| Odoo | Startups / SMB | Modular, open-source | Growing firms need flexible tools |
Large global enterprises need to manage complex multi-site and multi-country work. SAP S/4HANA remains the most capable platform for them. It offers deep production planning and a very mature plant maintenance module. However, its implementation costs the most and uses the most resources in this category.
For mid-market manufacturers seeking smooth cloud-native growth, Oracle NetSuite leads the field. People especially praise its top financial management and real-time reports. Microsoft Dynamics 365 Supply Chain Management is the strongest choice for firms already using the Microsoft ecosystem. It delivers AI-powered demand forecasting and native Power BI integration. This avoids friction from third-party connectors.
Specialized needs also shape the selection:
- Epicor Kinetic is often called the best purpose-built option for discrete manufacturers. This includes job shops and engineer-to-order settings. Its shop floor controls are native, not “bolted on.”
- Infor CloudSuite Industrial uses an “industry-first” strategy. It provides pre-set configurations for discrete and process manufacturing. This cuts the need for custom coding.
- Acumatica offers a unique advantage to growing companies with its consumption-based pricing. It permits unlimited users. This saves major costs for manufacturers with many shop floor staff.
- Odoo remains the most accessible start for startups and small manufacturers. It uses a modular, open-source method that grows with the business.
IT Support Streamlines Supply Chains for Manufacturing Firms
In 2026, streamlining the supply chain means more than just tracking shipments. It means using integrated systems to build a strong digital thread linking design to delivery. Manufacturers link ERP with PLM and MES. This synchronizes their Bill of Materials (BOM) in real-time. Procurement gets the exact specs for raw materials from the latest engineering changes. This connection is key. Engineering accounts for about 70% of a product’s cost. Design and procurement alignment is a major financial tool.
Modern IT support now allows manufacturers to predict disruptions instead of just reacting. Action-oriented AI and Agentic AI enable systems to autonomously check global risk signals. They suggest, or even execute, solutions. For example, they identify alternate suppliers when a disruption happens. They also auto-adjust production schedules for material delays. Companies like Toyota successfully used integrated digital platforms. They synchronized production planning and inventory across huge global supplier networks.
Cloud-to-edge strategies also provide the foundation for this speed. The cloud acts as a central “intelligence layer” for long-term data and multi-site comparison. Edge computing enables real-time decisions on the shop floor. For instance, it adjusts machine settings to fix a small raw material quality change. This full approach keeps the supply chain stable and clear. It handles the high customization demands of today’s market.
Foundational Concepts: What are the 5 M’s of Manufacturing?
The 5 M’s of Manufacturing define a factory’s classic resources: Manpower, Machinery, Materials, Methods, and Measurements. In 2026, these categories are not just physical. A unified digital thread now connects the entire product lifecycle. Manufacturers integrate IT solutions like ERP, PLM, and MES. This process transforms raw shop floor data into actionable insights. These insights drive global competitiveness.
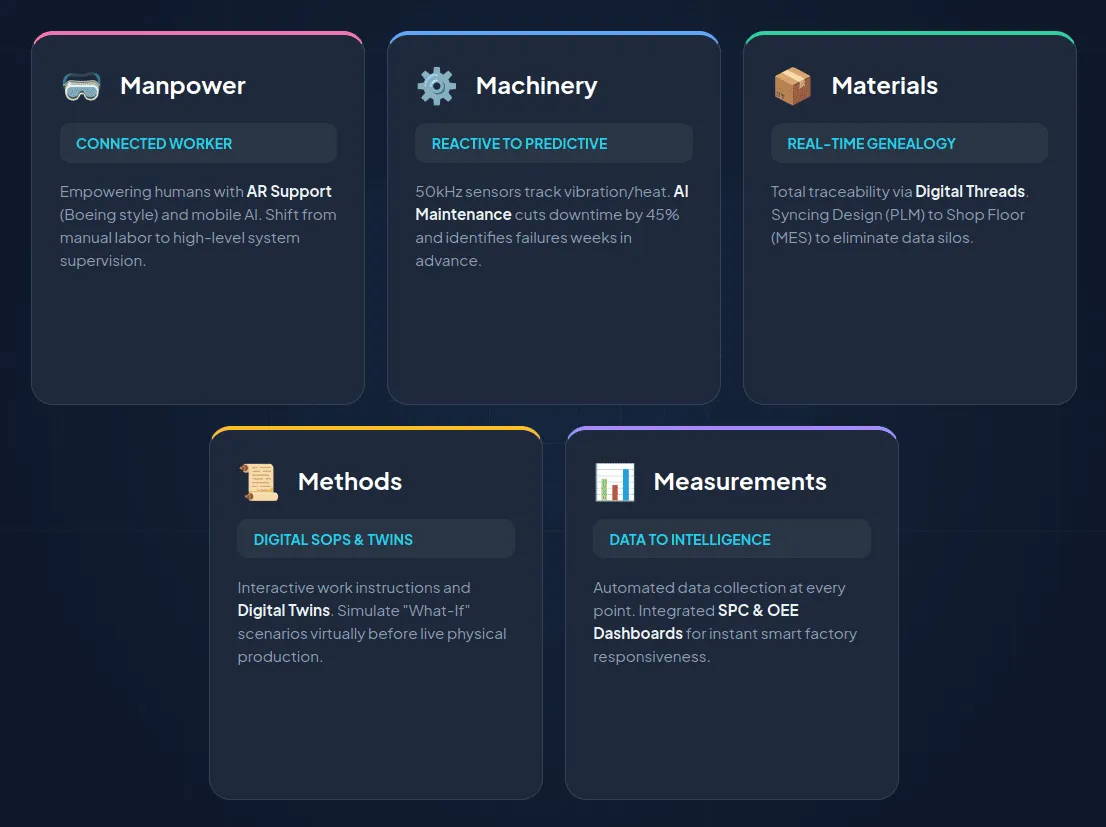
1. Manpower: Empowering the Connected Worker
Modern IT solutions shift focus from manual labor to “human-centric manufacturing.” Operators supervise automated systems.
- Upskilling and Training: Labor Management modules track skills, certifications, and qualifications instantly. This ensures only authorized staff perform critical safety tasks.
- Immersive Support: Companies like Boeing utilize Augmented Reality (AR). AR provides technicians with visual, step-by-step instructions overlaid on physical parts. This greatly improves assembly accuracy and cuts training time.
- Autonomy: The “connected worker” uses mobile devices and AI assistants. They diagnose issues alone. They do not need to check a manual or wait for a supervisor.
2. Machinery: From Reactive to Predictive
Machinery acts as an intelligent asset. We monitor its health with high precision.
- Equipment Tracking: High-frequency sensors (sampling up to 50 kHz) capture signatures like vibration, temperature, and pressure.
- AI-Driven Maintenance: Machine learning uses this sensor data. Manufacturers move beyond fixed schedules to predictive maintenance. They identify potential failures weeks early. This change typically slashes unplanned downtime by 35% to 45%. It can extend critical equipment life by up to 17%.
- Resource Synchronization: Advanced MES solutions stop machines from being used if calibration has expired. They also stop use if required maintenance is overdue. This ensures production quality remains high.
3. Materials: Real-Time Traceability and Genealogy
Managing materials means more than counting inventory. It requires total visibility of every component’s trip.
- Traceability: Modern systems deliver complete genealogy for every batch, lot, or serialized unit. Manufacturers know exactly which raw materials went into a specific finished product.
- BOM Synchronization: IT integration synchronizes the Bill of Materials (BOM) across design (PLM), procurement (ERP), and the shop floor (MES). This prevents “triple work” from redundant data entry.
- Consumables Management: Systems now track levels of individual consumables at every process step. They use customized picking rules. This cuts waste and ensures the right part is always available.
4. Methods: Digitizing the Process
“Methods” means the standardized procedures defining product construction.
- Digital SOPs: Electronic checklists and interactive work instructions replace traditional paper manuals. These guide operators through complex sequences.
- Recipe Management: Centralized recipe management ensures the equipment uses exact parameters for each unique batch in industries like chemicals or pharma. This greatly reduces scrap and rework.
- Simulation and Twins: Manufacturers use Digital Twins to virtually simulate new methods or production lines before physical installation. They test “what-if” scenarios without risking live operations.
5. Measurements: Turning Data into Intelligence
Measurement validates the correct performance of the other four M’s.
- Data Collection: Automated data acquisition occurs at every “Track-In” and “Track-Out” point on the line. It provides a constant stream of contextualized performance data.
- Statistical Process Control (SPC): Integrated SPC modules monitor the “Voice of the Process.” They automatically trigger alerts or pause equipment if quality parameters drift.
- Real-Time Dashboards: Visual dashboards distill this measurement data. They display Overall Equipment Effectiveness (OEE) and other key performance indicators (KPIs) instantly. This immediate visibility enables operators to solve micro-stops fast. It transforms a standard factory into a highly responsive “smart factory.”
Tailoring IT for Different Business Sizes
What is the Best IT Solution for a Small Business?
The best tool for small manufacturers is rarely the most complex. Instead, it must fit their budget and operations. It also needs to allow for future growth. Odoo Manufacturing is the most accessible choice for startups. It is modular and offers a free open-source version. Firms can start with basic inventory. They only add accounting or CRM modules when needed. As a firm scales, Acumatica offers great value. Its consumption-based pricing model supports unlimited users. This is a major cost savings for businesses with many shop floor staff.
Smaller firms should “start simple, learn, adapt, then grow.” They must establish a “minimum viable product.” For example, they can first focus on syncing part data from a Product Lifecycle Management (PLM) system to an ERP. Small businesses build a “digital thread” without getting lost in “scope creep.” Companies still using manual processes can use standalone tools. Fishbowl Inventory or Katana MRP offer structured control and real-time visibility. These tools avoid the technical debt of enterprise platforms. Now, “plug-and-play” IIoT solutions democratize Industry 4.0. SMEs can connect a machine to a monitoring network in under two hours.
Customizing IT Support for Manufacturing
Localized IT support greatly benefits the physical deployment of “smart factory” technology. Cloud services can be managed remotely. However, edge computing requires hardware installation near machinery. This ensures the sub-millisecond response times needed for real-time AI and safety monitoring. Localized support is also key because edge environments are often fragmented. They integrate deeply with unique shop floor processes. You cannot easily configure these from afar.
Regional innovation hubs provide the specialized expertise needed to upgrade “brownfield” sites. Houston, for instance, leads digital twin adoption for energy industries. Local implementations often start with smart factory pilots on a few critical assets. This proves ROI before a global rollout. Regional skills centers help SMEs “take the plunge.” They offer on-site workforce training. This training transforms traditional operators into data interpreters. This hands-on method ensures employees fully adopt the “digital backbone.” They interact with it daily.
FAQs
What is the role of IT in the manufacturing industry?
In 2026, Information Technology (IT) serves as the digital backbone for the entire company. Its main role is to link business-level systems with Operational Technology (OT) on the factory floor. This ensures every stakeholder uses a single source of truth. IT integrates core systems like ERP, PLM, and MES. This process breaks down old data silos. IT creates a digital thread that follows a product from design to delivery. Ultimately, IT enables a shift toward autonomous production. This new system makes real-time decisions and improves operational strength.
How can we solve problems in the manufacturing industry?
Manufacturers solve their key challenges by updating old infrastructure. They move away from fragile, separate automation. Companies lose $1.4 trillion yearly to unplanned downtime. To fight this, companies adopt predictive maintenance. AI and IIoT sensors power this system. It spots machine failures weeks before they happen. The ongoing skills gap requires “human-centric manufacturing.” This uses Augmented Reality (AR) and AI tools. These tools train a younger, less experienced workforce. Additionally, they lessen cybersecurity risks by using layered defense models. The Purdue Model segments networks. This stops security breaches from spreading across the facility.
What are examples of IT solutions?
Core IT solutions for manufacturing fall into two categories: enterprise systems and new edge technologies.
1. Enterprise Systems: Top examples include SAP S/4HANA for global business. Product Lifecycle Management (PLM) systems trace designs. Manufacturing Execution Systems (MES) like Critical Manufacturing manage the shop floor.
2. IIoT and AI Platforms: Solutions like Siemens Insights Hub and AWS IoT SiteWise gather real-time sensor data. “Agentic AI” tools independently adjust production schedules during disruptions.
3. Visualization Tools: Digital Twins create virtual plant copies. They simulate “what-if” situations. AR tools provide technicians with visual, step-by-step guides overlaying physical machines.
What are the 5 M’s of manufacturing?
The five traditional M’s, Manpower, Machinery, Materials, Methods, and Measurements, have now become digital for Industry 4.0.
1. Manpower: IT empowers the “connected worker.” Mobile AI assistants and AR headsets help them complete complex tasks.
2. Machinery: Machines act as intelligent assets. High-frequency sensors monitor their health for predictive maintenance.
3. Materials: Modern systems provide total genealogy. They track every component from raw material to finished product. This ensures quality and compliance.
4. Methods: Digital SOPs replace paper manuals. Centralized recipe management ensures precise, repeatable building processes.
5. Measurements: Automated data collection feeds into real-time dashboards. These tracks measure Overall Equipment Effectiveness (OEE). They make every micro-stop visible to operators.
What is the best IT solution for a small business?
For smaller manufacturers, the best strategy is to “start simple, learn, adapt, and then grow.” Odoo Manufacturing is a great entry-level choice. Its open-source, modular design lets startups add features as they need them. For quickly growing firms, Acumatica offers high value. Its consumption-based pricing includes unlimited users. This prevents costs from spiking as the workforce expands. Cloud-native solutions suit small businesses best. They cut the need for expensive on-premises hardware and dedicated IT staff.
Which ERP is best for manufacturing?
The “best” ERP depends on your company size and manufacturing style.
1. SAP S/4HANA leads the industry for large global companies. It manages deep multi-site coordination and complex supply chain linking.
2. Oracle NetSuite is the top cloud-native option for mid-market manufacturers. It scales operations across multiple subsidiaries.
3. Microsoft Dynamics 365 suits companies using the Microsoft ecosystem. It offers easy AI and Power BI linking.
4. Epicor Kinetic ranks highly as a purpose-built solution for discrete manufacturers. This includes job shops and engineer-to-order settings.
5. Infor CloudSuite Industrial is a preferred choice for industry-specific setups. It requires minimal custom coding.