
Table of Contents
Companies implementing lean manufacturing principles reduce operational waste by 25–30% within the first year. Lean manufacturing principles are a systematic set of practices rooted in the Toyota Production System (TPS) designed to minimize waste (muda) while maximizing customer value across every stage of production.
This guide covers the principles of lean manufacturing, from its Toyota origins and five core steps to the tools, waste types, and a practical implementation roadmap.
What Is Lean Manufacturing?
Lean manufacturing is a management philosophy centered on creating more value for customers with fewer resources. The core idea is simple: maximize customer value and minimize waste while maintaining deep respect for people.
The system traces back to 1950s Japan, where Taiichi Ohno and Eiji Toyoda at Toyota developed the Toyota Production System (TPS) to compete with mass-production giants despite limited resources. The term “lean” itself was coined by John Krafcik in 1988 and brought to global prominence by James Womack and Daniel Jones in their 1996 book, Lean Thinking.
TPS rests on two foundational pillars:
- Just-in-Time (JIT), produce only what is needed, when it’s needed
- Jidoka (built-in quality), workers and machines stop the line the moment an abnormality is detected
These Toyota lean manufacturing principles fundamentally changed how the world approaches manufacturing.
| Factor | Traditional Manufacturing | Lean Manufacturing |
| Production trigger | Forecast (push) | Customer demand (pull) |
| Inventory | Large buffer stock | Minimal (JIT) |
| Quality | Inspect after production | Built-in (Jidoka) |
| Improvement | Periodic overhauls | Continuous (Kaizen) |
| Waste | Accepted cost | Systematically eliminated |
The 5 Principles of Lean Manufacturing
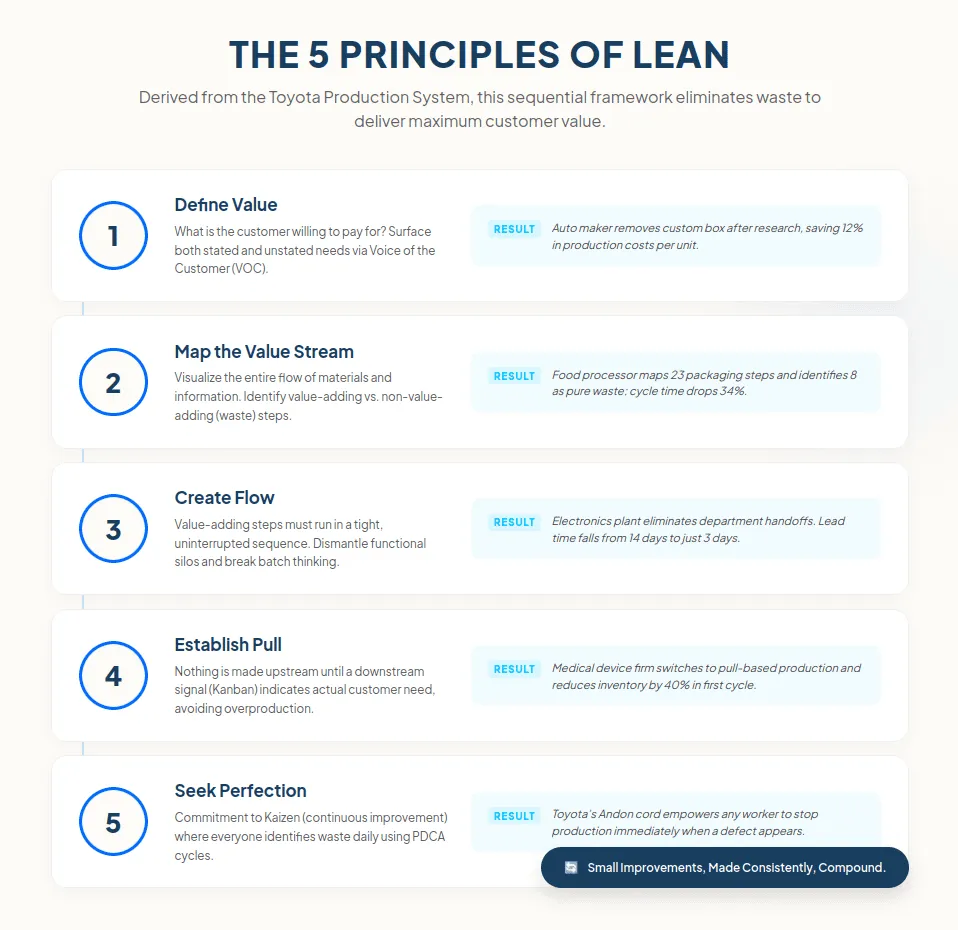
The 5 principles of lean manufacturing are: (1) Define Value, (2) Map the Value Stream, (3) Create Flow, (4) Establish Pull, and (5) Seek Perfection. Derived from the Toyota Production System, they provide a sequential framework for eliminating waste and delivering maximum customer value.
1. Define Value
Value means one thing: what the customer is actually willing to pay for. Not what the factory assumes they want, but what the end customer genuinely needs, at the right time and price.
Organizations use the Voice of the Customer (VOC) technique to surface both stated and unstated needs. The output shapes every downstream decision.
Real Example: An auto parts maker running VOC research discovers customers care about delivery speed, not premium packaging. They eliminate the custom box step, saving 12% per unit in production costs.
2. Map the Value Stream
Value Stream Mapping (VSM) is a visual tool that captures every action, movement, transformation, and information flow required to bring a product from raw material to the customer. The goal is to separate three types of activities:
- Value-adding steps (keep these)
- Non-value-adding but necessary steps (minimize)
- Pure waste (eliminate immediately)
Typically, nine out of every ten steps in a process add no value from the customer’s perspective.
Real Example: A food processor maps its 23 packaging steps and identifies 8 as pure waste. After elimination, the cycle time drops by 34%.
3. Create Flow
Once waste is removed, value-adding steps must run in a tight, uninterrupted sequence. That means dismantling functional silos, breaking batch-and-queue thinking, and ensuring products move smoothly toward the customer without stalling.
Practical techniques to create flow include:
- Cell manufacturing, grouping machines by product family, not function
- SMED (Single-Minute Exchange of Die) cuts changeover times dramatically
- Balanced workloads, distributing work evenly across the line
Real Example: An electronics assembly plant eliminates department handoffs. Lead time falls from 14 days to just 3 days.
4. Establish Pull
With flow in place, the system shifts to pull production; nothing is made upstream until a downstream customer signals a need. This is the direct opposite of traditional push-based forecasting, which routinely creates overproduction and excess inventory.
Kanban visual signals (cards, boards, or digital triggers) regulate this flow based on actual consumption rather than predicted demand.
Real Example: A medical device company switches to pull-based production and achieves a 40% reduction in inventory within the first production cycle.
5. Seek Perfection
Lean is not a one-time project. It is a permanent operating philosophy, a commitment to Kaizen (continuous improvement), where every person in the organization identifies and eliminates waste daily.
The PDCA cycle (Plan-Do-Check-Act) drives each improvement iteration. Toyota’s Andon cord makes this tangible: any worker on the line can pull it to stop production the moment a defect appears, preventing problems from propagating downstream.
Small improvements, made consistently, compound into transformational results.
The 7 Wastes of Lean Manufacturing (TIMWOOD)
Effective lean manufacturing waste elimination starts with knowing what to target. Taiichi Ohno originally defined seven categories of waste (muda), remembered by the acronym TIMWOOD:
| Waste | What It Is | Lean Solution |
| Transportation | Unnecessary movement of materials or products | Co-locate operations using “U”-shaped layouts |
| Inventory | Excess raw material, WIP, or finished stock | Just-in-Time delivery and single-piece flow |
| Motion | Unnecessary physical movement by employees | 5S workplace organization and ergonomic design |
| Waiting | Idle time for people or machines due to delays | Line balancing and SMED |
| Overproduction | Making more than needed, or sooner than needed | Kanban pull systems |
| Over-processing | More work or quality than the customer requires | Value stream mapping and clear specs |
| Defects | Rework, scrap, or incorrect information | Poka-yoke (error-proofing) and standardized work |
+8th Waste: Modern lean adds non-utilized talent, the waste of failing to engage employee skills, ideas, and problem-solving ability.
The 3Ms: Muda, Mura, Muri
Lean practitioners think in three interconnected waste categories, not one:
- Muda, the direct non-value-adding activities listed above
- Mura, unevenness, or inconsistency in workload and demand
- Muri, overburdening workers or equipment beyond sustainable capacity
Here is why all three must be addressed together: uneven demand (mura) creates workload spikes that overburden people and machines (muri), which eventually produce defects, waiting, and rework (muda). Fixing muda without fixing mura and muri is like mopping a wet floor with the tap still running.
Essential Lean Manufacturing Tools
Lean principles need practical tools to take root. These tools work best as part of a broader management system, not as isolated fixes applied one at a time.
| Tool | What It Does | Primary Waste Targeted |
| 5S (Sort, Set, Shine, Standardize, Sustain) | Organizes and stabilizes the workspace | Motion, Waiting |
| Kaizen | Drives proactive, incremental improvement | All forms of waste |
| Kanban | Visual signal for pull-based scheduling | Overproduction, Inventory |
| Value Stream Mapping (VSM) | Maps, material, and information flow | Over-processing |
| Just-in-Time (JIT) | Produces only what is needed, when needed | Inventory, Overproduction |
| Poka-Yoke | Built-in error-proofing mechanisms | Defects |
| Jidoka | Auto-stop upon abnormality detection | Defects |
| TPM (Total Productive Maintenance) | Proactive equipment maintenance | Waiting |
Start with 5S. The lean manufacturing principles 5S framework, Sort, Set in Order, Shine, Standardize, Sustain, creates the visual, organized workspace that makes waste immediately visible. Without this foundation, advanced tools such as Kanban, JIT, and Jidoka have no stable environment in which to operate. 5S is not just a housekeeping exercise; it is the prerequisite for everything that follows.
Implementing Lean, And How It Compares to Six Sigma
5-Step Implementation Roadmap
The effective implementation of lean manufacturing principles follows a structured path from top-down commitment to bottom-up action:
- Secure leadership commitment, identify a lean champion with the authority and knowledge to lead the cultural shift. Without genuine buy-in at the top, lean stalls at the first obstacle.
- Assess the current state, Conduct Gemba walks (go to where the work actually happens), and use Value Stream Mapping to document the real process, not the assumed one.
- Start with 5S, and apply the 5S system to a pilot area. Quick, visible wins build team confidence and demonstrate that change is possible.
- Run pilot Kaizen events, pick one process, one team, and one week. Identify and eliminate waste through structured daily problem-solving. Document results and share learnings.
- Scale and sustain, embed standardized work, visual management boards, and daily stand-ups into operations. Make the improvements the new baseline, then improve again.
Why Lean Fails (And How to Avoid It)
Roughly 70% of lean transformations fail, not because the tools are wrong, but because of how organizations approach them. The most common reasons:
- Treating lean as a project, not a culture, once the initiative ends, habits revert
- Copying tools without understanding the thinking, 5S boards without a pull mindset, produce nothing
- Lack of leadership follow-through, managers champion lean in public and undermine it in budget meetings
- Ignoring “Respect for People”, lean is not about working harder; it is about removing obstacles that prevent people from doing good work.
Why lean manufacturing doesn’t work usually comes down to one root cause: management wants the results of lean without committing to the philosophy behind it.
Lean vs. Six Sigma, Quick Comparison
Integrating six sigma and lean manufacturing principles creates a hybrid approach that addresses both speed and quality simultaneously.
| Lean | Six Sigma | Lean Six Sigma | |
| Focus | Eliminate waste | Reduce defects/variation | Both |
| Origin | Toyota (1950s) | Motorola (1986) | 1990s–2000s |
| Metric | Lead time, flow | DPMO | Both |
| Best for | Speed problems | Quality problems | Complex issues |
Lean makes processes faster. Six Sigma makes them more consistent. Together, they cover both dimensions of operational excellence.
FAQs
What are the 5 principles of lean manufacturing?
The 5 principles are: (1) Define Value, (2) Map the Value Stream, (3) Create Flow, (4) Establish Pull, and (5) Seek Perfection. Formalized by Womack and Jones in Lean Thinking (1996), they provide a step-by-step framework for waste elimination rooted in Toyota’s production methods.
What are the 7 wastes in lean manufacturing?
The 7 wastes, remembered as TIMWOOD, are: Transportation, Inventory, Motion, Waiting, Overproduction, Over-processing, and Defects. Modern lean adds an 8th waste, non-utilized talent, recognizing that ignoring employee knowledge and creativity is itself a form of waste.
What is the difference between lean manufacturing and Six Sigma?
Lean focuses on eliminating waste and improving flow; Six Sigma focuses on reducing defects and variation through statistical analysis. Lean originated at Toyota in the 1950s, while Six Sigma was developed at Motorola in 1986. Many organizations now combine both into Lean Six Sigma.
What are the 5 C’s of Lean?
The 5 C’s are: Clear Out, Configure, Clean & Check, Conformity, and Custom & Practice. They serve as the English equivalent of the 5S methodology (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) and provide a structured approach to workplace organization and standardization.
Who created lean manufacturing?
Lean manufacturing was developed by Taiichi Ohno and Eiji Toyoda at Toyota in the 1950s as the Toyota Production System. The term “lean” was coined by John Krafcik in 1988 and popularized globally by James Womack and Daniel Jones in their 1996 book, Lean Thinking.
Can lean principles be applied outside manufacturing?
Yes. Lean principles are used in healthcare; Virginia Mason Medical Center reduced liability claims by 74%, as well as in construction, banking, software development, and government services. The core concepts of waste elimination and continuous improvement are industry-agnostic and apply to any process with repeatable steps.